Как самому изготовить припой для пайки радиодеталей. Как научиться паять: пошаговая инструкция, особенности и рекомендации профессионалов. Какое жало лучше
Время не стоит на месте, оно бежит, несется, меняется, а вместе с ним меняется и все вокруг. Так еще в Советском Союзе, лет 30 назад, каждый второй умел наверняка паять, при этом делала это неплохо. Все это исходило из реалий того времени, когда люди чуть ли сами себе делали приемники, телевизоры, магнитофоны, всевозможные проигрыватели. Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Такие реалии заставляли «дружить» с паяльником, тем самым, который мог порадовать своего хозяина новым, нужным и желанным прибором в доме. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом. В свете настольной лампы поднимался дымок от канифоли, столь приятный как помнится сейчас. Там что-то паялось… Однако с того времени много что изменилось. Техники стало пруд пруди, и стоит она при этом не так уж дорого. Канифоль на запах стала несколько другой, вонючей и химической… А паять умеет далеко на каждый второй. Но раз вы заглянули к нам на страничку, то наверняка не из праздного любопытства. Так вот и давайте поговорим о том, как паять паяльником радиодетали и провода.
Здесь, прежде, хотелось остепенить тех, кто пришел к нам с целью узнать о том, как паять чайники, трубки и радиаторы. Нет, мы вовсе не уничижаем их цели и задачи, просто в этой статье не об этом. Мы хотели поговорить о пайке исключительно деталей и проводов, о подвесном монтаже и монтаже на плате. Ведь по сути пайка радиолюбителя несколько отличается от пайки жестянщика, а значит нам, чтобы не валить все в одну кучу, и не распыляться на необъятное, хотелось бы упомянуть лишь о пайке паяльником радиодеталей и проводов. Если что извиняйте, а я продолжу…
Какой паяльник выбрать для пайки радиодеталей и проводов
По сути, здесь выбор будет состоять из поиска следующих критериев, это его мощность и тип жала. Вот давайте и разберем теперь возможные альтернативы.
Выбор паяльника по мощности
Для пайки радиоэлементов самым подходящим будет паяльник мощностью 25-40 Ватт, именно такая мощность обеспечит быстрый прогрев контактов, но не перегреет деталь. Перегрев детали может привести к выходу ее из строя, так скажем, что ножки можно греть 5-10 секунд, а есть и детали, которые выдержат и не более 2 секунд. Здесь надо исходить из опыта и конкретных условий, но чем быстрее вы сделаете пайку, тем лучше. При этом, используемая мощность паяльника должна использоваться оптимально, все на то, чтобы расплавить припой, но не предать лишнее тепло на корпус. Итак, с мощностью мы определились, теперь о видах, типах паяльника, вернее жал для них.
Выбор паяльника по типу жала
Итак, о материале жала паяльника. Начнем снова со времен СССР, тогда паяльники были одного типа, просто с медным жалом, других никто и не видел. Плюсы здесь очевидны. Медь хорошо передает тепло, на медное жало можно набрать какое-то количество припоя и использовать его локально для пайки, вот, пожалуй, и все. Теперь о минусах. Медные жала паяльника довольно быстро обгорают. Проявляется это следующим образом. Они покрываются окалиной, которая облетает, при этом в месте отслоения окалины само собой образуется углубление, искривление формы. Это очень неудобно в тех случаях, если вы паяете много и часто, а также тогда, когда вам необходимо постоянную ровную поверхность для пайки на самом жале. Да и сам принцип пайки здесь получается несколько иной. При медном жале весь припой для пайки берется на жало, а затем переносится в место пайки.

Однако есть и другая стратегия пайки, она возможно из-за несгораемых жал. Последние нашли обширное применение в наше время. Такие жала выполнены из композитного или тугоплавкого материла, часто покрыты твердым напылением, на которое не осаживается припой или осаживается очень ограниченно. В итоге, жало постоянно чистое и разогретое. Посмотрите на фото выше, медное жало справа выглядит совсем неказисто, если его сравнить с несгораемым жалом.
Паять несгораемым жалом можно очень долго, почти пожизненно. Однако припой в этом случае пайки, подается проволокой и непосредственно в место пайки, где разогревается, растекается и затвердевает.
Если подытожить эту главу, то надо сказать о том, что паяльник должен быть мощностью 25-40 Ватт, а жало выбирается в зависимости от привычки того, кто и с чем привык работать. Если же у вас нет навыков, то я бы посоветовал все-таки несгораемое жало, оно будет навсегда и не потребует обслуживания. О самих же особенностях пайки медным и несгораемым жалом мы поговорим чуть далее, а пока о подготовке к процессу пайки. А если точнее, то о применяемых флюсах, припое, кислоте, инструментах.
Что необходимо для пайки деталей и проводов (держатели, флюс, кислота, паяльный жир, инструмент, заточка жала)
Прежде чем начать паять, надо для этого что-то иметь… О паяльнике мы уже сказали, но это еще не все. Так для выполнения пайки вам потребуются расходные материалы, будь то флюс, паяльный жир, канифоль или кислота. Давайте разберем каждый из этих реактивов отдельно. Наиболее популярный реактив для пайки деталей канифоль. Именно её в большинстве случаев использовали радиолюбители в СССР. Однако сегодня я бы не сказали что это оптимальный вариант. Быть может из-за того что канифоль стала какой-то другой, она действительно даже пахнуть стала по-другому при разогреве. Видимо по лесам уже никто «не лазит» чтобы раздобыть натуральную смолу, а отсюда и этот непонятный совсем не естественный едкий запах. Я бы посоветовал использовать вам паяльный жир. Не важно, активный или нейтральный. Он вовсе не имеет запаха, что очень хорошо, прекрасно обволакивает контакт, скажу даже более. Жир в советское время был дефицитом, он использовался только на заводах оборонки, а вот обыватель мог о таком только мечтать, отсюда и такая распространенность упоминания о канифоли.

Теперь о флюсах и кислоте. Кислота и флюс наносятся с помощью кисточки или носика непосредственно в место пайки. Кислота фактически активный реактив, в ней находится кислота (соляная) и цинк. При попадании на металл, кислота съедает его поверхностный слой и продукты окисления на нем, а цинк остается после как коррозионно-сдерживающее. В любом случае, после пайки кислотой лучше промывать эти места от дальнейшего продолжения коррозии, используя соду или воду. Флюс в большинстве случаев это жидкий реагент вроде канифоли или паяльного жира, он не столь активен. Часто это канифоль растворенная в спирте, может еще какие-то добавки… Если резюмировать, то для пайки достаточно только паяльного жира или канифоли. Теперь о инструментах.
Без хорошего инструмента паять хорошо вряд ли получится. По крайней мере, если вы решили паять много и все подряд. Для удержания радиодеталей в самый раз будут плоскогубцы или пинцет, иначе вы будете обжигать пальцы. Для зачистки проводов и для ровного их откусывания нужны маленькие и острые кусачки. Во время сложных операций пайки, где необходимо припаять несколько проводков или под определенным углом, незаменимы будут штативы «вторая рука». Ну, само собой потребуется подставка под паяльник, чтобы он не валялся на столе и не спал вам столешницу и площадочка для лужения, где будут подготавливаться провода для пайки.
И вот сейчас мы наконец-то только подошли непосредственно к описанию операций процессов пайки. При этом, как мы уже и говорили, в зависимости от типа паяльника, процесс пайки будет несколько отличаться. Именно поэтому мы рассмотрим два варианта. Для паяльника с медным жалом и для паяльника с несгораемым жалом.
Пример пайки для паяльника с медным жалом
Любая пайка начинается с лужения площадок, проводов, других элементов, которые необходимо будет соединить вместе. Лужение, это фактически поверхностное покрытия припоем поверхностей. Цель этой процедуры проста. Поверхностный слой обеспечит хорошую когезию для будущего наплавляемого припоя, а значит и надежное соединение при пайке.
Здесь необходимо сказать и о материалах, которые вы собрались паять. Так скажем, будет паяться хорошо, черные металлы уже хуже, а вот паять алюминий я бы и вовсе вам не советовал. Так как дело это хлопотное и неблагодарное. Именно здесь необходимо сказать о том, что если у вас есть выбор, то выбирайте для пайки провода и коннекторы из меди, именно такой выбор позволит вам паять комфортно. Итак, о лужении медным паяльником.
Разогреваем паяльник, обычно это время 5-7 минут. Раньше даже не пытайтесь. Во время разогрева можно разово опустить паяльник в канифоль или паяльный жир, для предотвращения окисления меди.

Как только жало начнет уверенно плавить припой, то считайте он разогрет.

За это время пока можете зачистить от изоляции и окисла провод или площадку. Если это многожильный провод, то после того как сняли изоляцию, скрутите все проводки между собой. Также если соединение будет неразъемное, то тоже соедините проводки разных проводников между собой.
Теперь положите провод (а) на площадку и обработайте его кислотой, канифолью, либо жиром.

То есть теми реактивами, про которые я вам писал ранее. Именно они поспособствуют лужению, а как итог, и самой пайке. В нашем случае это паяльный жир, я разогрел его и обмакнул провод в него.
Теперь захватываем на жало излишнюю порцию припоя, по сути это будет капелька припоя. Подносим его к проводнику и водим вдоль него.

Проводник должен равномерно залиться.

Теперь он будет похож на нечто покрытое в металлической оболочке. Если припоя мало, то еще раз возьмите припой жалом и распределите его на месте пайки.

Такую же процедуру проводим и с другим проводником. Теперь можно спаять проводники между собой. Выставляем их так, как нам необходимо и каждый раз принося на жале пальника немного припоя, заливаем щель между проводниками.

При необходимости берем припой и приносим в место пайки.

В итоге получается красивый, прочный и надежный контакт. При необходимости, проводники перед пайкой можно скрутить.

Место пайки изолируем.
Теперь о пайке на плату. Здесь опять же надо начать с лужение дорожек платы. Если вы монтируете что-то на универсальную монтажную плату, то сразу берите плату с лужеными контактами. Далее выпрямляем контакты радиодетали и вставляем их в отверстия, так, чтобы они выступали с другой стороны на 0,5-1 мм. Теперь, как и в случае с проводом берем припой на жало и подносим его к месту ножка-отверстие.

Прикасаемся, и припой растекается по ножке, заполняя при этом и отверстие. Так пропаиваем все ножки радиоэлемента (провода).

Теперь вы хотя и не научились паять паяльником с медным жалом, но знаете как это делается.
Обслуживание (лужение) медного жала паяльника при пайке и после нее
Как я уже рассказывал вам, медное жало со временем выгорает и в итоге меняет свою форму. В итоге необходимо время от времени приводить его форму в порядок. Лучше всего ковать жало, то есть использовать молоток и наковальню, так и выстукивать нужные формы. Но если этого нет, то вполне можно обойтись и простым надфилем.

Берем и обрабатываем жало таким образом, чтобы оно стало подходить под удобную для вас форму (размер). Для меня такой формой является форма под плоскую отвертку. Надфилем стачиваются две стороны, в итоге получается ровный, но «голый» металл – медь.

Надо сказать, что медь металл мягкий. Обрабатывает его соответственно легко. После такого придания формы необходимо защитить жало от окисления. Делается это просто, нанесением на поверхностный слой жала припоя, который выполняет две функции. Во-первых, с его помощью мы паяем, о чем мы уже рассказали. Во-вторых, он защищает жало от окисления и выгорания. Итак, когда мы на холодную обработали жало, то включаем паяльник. Пока он греется, но не прогрелся, можно окунуть жало в канифоль или паяльный жир.
Затем берем припой и наносим на разогретое жало. Припой сам растечется по его поверхности. Все жало готово к использованию.
Восстановление жала необходимо проводить с периодичностью, когда вы заметили, что площадка на нем стала не ровной, и паять в результате этого стало неудобно.
Пример пайки для паяльника с несгораемым жалом
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе…
В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.

Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.

Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.


Тоже самое делаем и со вторым проводником.
Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.



Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.
Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.


Как выпаять деталь из платы
На самом деле пайка в большинстве случае включает в себя не только соединение контактов, но и их разъединение. Если нам необходимо разъединить спаянные провода, то разогреваем место пайки и все готово. Однако с радиодеталями все сложнее. Ладно если это резистор или транзистор, когда вывода 2-3. В этом случае по переменке и оперативно разогреваем контакты, а затем вытаскиваем деталь из платы. Можно использовать маленькие плоскогубцы или пинцет, чтобы не обжечь руки. А вот с микросхемами все куда сложнее. Часто их демонтаж бывает в одностороннем порядке, то есть когда им просто перекусывают ножки, еще на плате, а затем выпаивают по одной. Это оправдано в том случае, когда микросхема больше применяться не будет. Если же вам необходимо сохранить радиодеталь с большим количеством выводов, то здесь есть два способа.
Первый это использовать иголку от шприца. Каждый раз разогревая припой, вы должны выставлять иголку на ножку таким образом, чтобы она отделяла припой от контакта. После того как такая процедуру будет проделана со всеми контактами радиодетали, то ее можно будет извлечь из платы.
Второй вариант, когда используется отсос припоя.

В этом случае к разогретому припою приставляется конструкция, которая похожа на шприц. После нажатия на кнопку, она резко поднимает поршень, происходит разряжение и лишний припой попадает в емкость отсоса. Вот и все секреты того, как можно выпаять деталь с платы.
Подводя итог о пайке паяльником
Не смотря на то, что наша статья получилась не такая уж маленькая, но она определенно не охватила всех тонкостей и особенностей, про которые вы узнаете только лишь из своего собственного опыта. Это я к тому, что именно опыт и время помогут вам в полной мере овладеть пайкой, чтобы она была надежной и в тоже время красивой.
Мне лишь еще раз хочется сказать, о том, что если вы не занимались пайкой совсем, то у вас есть альтернатива, по какому пути пойти. Взять паяльник с медным жалом или несгораемым жалом. Здесь справедливости ради надо сказать о том, что несгораемое жало все же по мне предпочтительнее. Оно вечное, оно очень маленькое, то есть можно разогревать маленькие детали, скажем smd радиодетали, которых в современной электронике не так уж мало. Хотя перейти на его использование было морально не просто. В руки так и просился мой старый верный паяльник с медным жалом. А вот медное жало это некий рудимент, от которого трудно отказаться тем, кто паял еще во времена СССР, и его все устраивает. Что же, они имеют право на свой выбор на свои предпочтения, на отстаивание своих интересов. Тем более, что у медного жала есть небольшой плюс. При его использовании, как я уже несколько раз говорил, не надо подавать припой на место пайки, он приносится на самом жале. Эта особенность позволяет воспользоваться второй свободной рукой, для удержания радиодетали или провода. При пайке несгораемым жалом в большинстве случаев потребуется приспособление «вторая рука», как на фото выше.
Что же, если у вас будут свои соображения и важные замечания по изложенному материалу, то вы можете написать о них в комментариях к статье. Мне лишь осталось пожелать поменьше обжигать пальцы и надежно и красиво паять соединения.
Видео о том как паять паяльником
Небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Протирая жало о губку, вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку.
Перед пайкой спаиваемые места нужно залудить или использовать уже залуженные детали. Ручной пайке уже, наверное, сотни или тысячи и с тех пор почти ничего не изменилось в технологии, смола (канифоль) она была и тогда смола, а олово и свинец также не изменились.
Методика обучения пайке
Если вы никогда не паяли, предлагаем воспользоваться одной из двух методик, в основе которых, как в и любой другой методике, лежит практика.
Методика 1. Возьмите 300 мм голого провода диаметром 23 мм (или изолированного, с которого надо снять изоляцию) и разрежьте его на 12 одинаковых кусков длиной 25 мм, чтобы из них сделать куб, закрепив точки соединения посредством пайки. Допускается использовать только плоскогубцы с длинными губками, паяльник, припой, флюс. И никакого другого инструмента и приспособлений. Это должно научить вас держать конструкцию неподвижной во время ее охлаждения. После того как куб будет готов, дать ему остыть, а затем положить его на ладонь и сжать руку в кулак. Если хотя бы одно из соединений нарушится, надо проделать все еще раз, взяв новые куски проводов.
Методика 2. Нарезать куски медной проволоки длиной 30—50 мм и толщиной 2—3 мм. Обмотать освобожденный от изоляции монтажный провод вокруг этой проволоки (2 - 3 витка) и соединить его путем пайки. Инструмент тот же, что и выше. Это упражнение надо повторять до тех пор, пока не будут получаться аккуратные, блестящие, прочные соединения.
Основные правила пайки
При пайке надо соблюдать несколько правил, тогда и пайка будет получаться надежной и аккуратной. Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Припой должен расплавиться благодаря теплу, отдаваемому местом соединения, место соединения следует тщательно зачистить, место соединения должно быть неподвижным до тех пор, пока расплавленный припой не затвердеет, не перегревать места соединения, припоя не должно быть слишком мало, припоя не должно быть слишком много.
Частая ошибка заключается в том, что припой расплавляют паяльником в надежде на то, что он стечет с паяльника и прилипнет к месту соединения. Это грубая ошибка! Опыт многих практиков показывает, что качество пайки во многом определяется мастерством монтажника. У опытного монтажника: ниже давление паяльника на печатную плату при пайке, меньше перепаек элементов, меньше время пайки при заданной температуре паяльного наконечника (внутренние дефекты на печатных платах практически не появляются, если время пайки меньше 3 с). К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной.
Не забываем про перегрев деталей. Не получилось с первого раза, даем радиодеталям остыть. Время прогрева подбираем экспериментальным путем — если слишком быстро, то деталь не прогреется и пайка получится плохая. Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.
Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная .
Полезные советы и наблюдения
Пайка — это не наляпывание припоя, как смолы или цемента, на соединяемые детали. Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений. Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Во-первых, если конец жала стряхнут от излишка припоя или вытерт о тряпку, то эта блестящая поверхность обладает сильным притяжением расплавленного припоя. Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки. Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Во-вторых, если вы возьмете на кончик жала мало припоя, то нечему будет всасываться в зазор между спаиваемыми деталями, и нечему будет окружать этот зазор по периметру.
В-третьих, если припоя много, то пайка будет в виде слишком большой капли и может замкнуть соседние контакты.
В-четвертых, если канифоли или флюса недостаточно на жале паяльника, а так же при недостаточной температуре, то пайка получается не блестящей, рыхлой и непрочной. То же получается при слишком высокой температуе, когда флюс исчезает раньше, чем сделает доброе дело.
В-пятых, если канифоли или флюса много в зазоре, то он там кипит и выплескивает припой в виде брызг на соседние контакты.
В-шестых, при нужном количестве припоя и нужной температуре паяльника (и не слишком большой массе спаиваемых деталей) припой аккуратно самостоятельно обтекает спаиваемые контакты и самостоятельно всасывается в микрозазоры между ними. То есть, форма и прочность пайки формируются сами, как нужно.
Помните, что две зачищенные хоть до зеркального блеска медные детали никогда не соединятся вместе (разве что вы их склепаете или сварите). При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
В первый раз нужно выяснить, через какое время паяльник перегревается. Если через пять-десять минут после включения им уже невозможно паять (припой слетает, а кончик окисляется, — чернеет), то нужен электронный терморегулятор или хотя бы трансформатор с переключателем или плавной регулировкой.
Можно паять и перегревающимся паяльником без регулятора, но тогда его периодически нужно выключать. Но паяльник быстро остывает. В общем, не так просто поддерживать нужную температуру, поэтому этот метод применяется редко, не для качественных паек, а по необходимости.
Канифоль расходуют немного, а не суют в нее паяльник и не задымляют всю комнату. Пары канифоли не особо полезны, поэтому не паяют в комнатах без окон. Должна быть тяга, но не охлаждающая паяльник. Например, открытая форточка здорово задувает паяльник, поэтому не так просто обустроить себе удобное и безопасное рабочее место. Нужно проветривать после пайки или при долгой пайке.
Практически на 1 каплю припоя достаточно чуть коснуться канифоли, то есть она расходуется в 10 раз меньше, чем припой. Она нужна только для тонкой смазки поверхности двух контактов.
Некоторые зачищают провода паяльником или специальной электрической обжигалкой или зажигалкой. Фторопластовая изоляция не плавится паяльником, а при горении испускает белый дым с высоким содержанием фтора и фтористых соединений. Попадание этого дыма в глаза приведет к их химическому ожогу. Когда счищаете изоляцию кусачками, то провод зажимаете пинцетом одной рукой, а другой легко сжимаете кусачками (НЕ ДОСТАВАЯ ДО ЖИЛОК) и тянете изоляцию. Если кусачки острые, то изоляция легко слезает.
Нужно держать кусачки плоской частью, направленной от провода, чтобы срезаемая изоляция упиралась в эту плоскую часть, а не зажималась стороной, заточенной на угол. Нельзя сильно сжимать при этом кусачки, то есть они не должны ни в коем случае оставлять надрезы и вмятины на медных жилах.
Если при зачистке у вас оторвалось несколько жилок вместе с изоляцией или вы заметили вмятины от кусачек, то обрежьте провод и снова зачищайте конец. Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод. Пинцет с зубчатыми губками может повредить изоляцию или жилки. В данном случае желательно не использовать пинцет с тонкими кончиками, так как площадь зажима будет мала, и придется нажимать сильнее и может быть и это не поможет.
Если провод выскальзывает, то лучше накрутить его на кончик пинцета, чтобы увеличить площадь трения. В любом случае пинцет с широкими губками предпочтителен, как меньше травмирующий провод.
Дополнение.
От качества пайки зависит, будет ли работать конструкция, а если будет, то как? Ведь достаточно всего одной непропайки, чтобы замолчал целый приемник или усилитель. Прежде, чем приступать к сборке или ремонту печатных плат следует потренироваться «на кошках». В данном случае это будут старые печатные платы или отдельные проводники.
Паяльник ни в коем случае нельзя перегревать. Если нет паяльника с задатчиком температуры, то степень нагрева можно определить, коснувшись им кусочка канифоли: должен появиться легкий вьющийся дымок приятного соснового запаха. Припой должен плавиться достаточно легко, а на месте пайки растекаться, образуя блестящую контурную пайку.
Спаиваемые детали нужно удерживать плотно прижатыми друг к другу до полной кристаллизации припоя. Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Спаиваемые детали надо предварительно зачистить до металлического блеска и облудить, то есть нанести тонкий слой припоя. Особенно аккуратно и осторожно следует производить лужение печатных плат.
Зачищенную наждачной бумагой плату сначала надо промыть спиртом или ацетоном, а затем покрыть с помощью кисточки спирто-канифольным флюсом. После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Перегрев паяльника можно определить опять же при касании куска канифоли. Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Поэтому лучше всего пользоваться паяльником с регулятором температуры, и чем точнее будет поддерживаться заданная температура, тем лучше качество пайки. Простейшие регуляторы мощности на тиристоре, конечно, позволяют регулировать степень нагрева жала, но поддерживать ее не будут. Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Паяльник, который только что паял прекрасно, сразу остывает и начинает размазывать припой по поверхности. Если же пользоваться терморегулятором, то остывший паяльник быстро разогреется до установленной температуры, причем тем быстрее, чем больше его мощность.

В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: "Было бы, чем паять…"
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод "добычи" актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450 0 C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265 0 C.
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183 0 C, а полное расплавление достигается при температуре в 190 0 C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190 0 C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265 0 C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 ("Сплав 60/40" – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу . Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189 0 C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240 0 С.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым "высокотемпературным" среди низкотемпературных является ПОСК-50-18 . Он имеет температуру плавления 142–145 0 C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50 . Температура его плавления ниже температуры кипения воды и составляет 90 – 94 0 C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе "Состав" на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72 0 C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD "шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (N o C lean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов , например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:

Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Если человек никогда не выполнял подобную работу и не держал в руках этот инструмент? Выход один: необходимо изучить методические рекомендации и приступать к работе.
Мощность инструмента указывает на сферу его применения: 3-19 Вт предназначен для работы с микросхемами, 40 Вт удобны для пайки бытовых приборов и радиодеталей.
Выбор инструмента для соединения материалов методом пайки
Для успешной работы необходимо подобрать нужный паяльник. Мощность инструмента указывает на сферу его применения:
- 3-19 Вт предназначен для работы с микросхемами;
- 40 Вт удобны для пайки бытовых приборов и радиодеталей.

Более мощные инструменты применяют для соединения поверхностных элементов радиаторов, толстых проводов. Паяльник на 25 Вт отлично справляется с соединением резисторов, тонких проводов и других радиодеталей.
Для работ мастеру понадобятся дополнительные приспособления:
- подставка;
- сплав олова, свинца и кадмия;
- обезжиривающий состав.
Работа не будет качественной, если не приобрести такие инструменты, как:
- кусачки;
- напильник;
- пинцет.
Подставка для инструмента поможет избежать травматизма работника, т.к. паяльник при нагревании имеет температуру 300°C.

При выборе припоя следует обратить внимание на легкоплавкие до 65-70°C или на тугоплавкие до 1000 °C. Для радиолюбительских работ необходим припой марки ПОС-61, который используется в разной форме, но гораздо удобнее приобрести его в виде тонкого куска проволоки небольшой толщины. Радиолюбитель, готовясь к работе, приобретает обезжиривающий состав, канифоль или ее спиртовой раствор.
Флюс легко приготовить в домашних условиях, смешав в емкости спиртовой раствор и измельченную канифоль. Активный флюс в арсенале радиолюбителя помогает паять разъемы и выводы деталей. Для защиты поверхности рабочего стола приобретают кусок плексигласа или оргалита.
Существует мнение, что удачную работу с паяльником необходимо сочетать с пользованием цифровым тестером. Он позволяет измерить напряжение и преодолеть сопротивление.
Вернуться к оглавлению

Для начала следует совершить две операции с инструментом:
- Заточить.
- Облудить.
Паяльник подключают к источнику электропитания. Через 2-3 мин происходит выгорание поверхностного смазочного материала. Иногда прогрев паяльника длится 15-20 мин, а по истечении этого времени рабочая часть обрабатывается напильником. Жало опускают в канифоль с последующим погружением в припой.
Металлокерамические жала не обрабатывают напильником, а смазывают влажной губкой. Если медный стержень деформируется слишком быстро, следует неоднократно проводить процедуру.
Вернуться к оглавлению
Обработка поверхности пред началом работы

Начальный этап технологического процесса включает зачистку поверхностей от старого лака или оксидной пленки.
Для работы подготавливают необходимый инструмент:
- скальпель;
- надфиль;
- наждачную бумагу.
Удаление загрязнений производят химическим или механически способом. Поверхность необходимо протереть мягкой ветошью, а наждачным полотном № 180-240 зачистить места соединения деталей.
При химической обработке используют кислоты с последующей просушкой деталей на воздухе. Механическая обработка может производиться методом шлифовки, зачистки абразивными листами, гидромеханическим способом.
Вернуться к оглавлению
Соединение радиодеталей с помощью паяльника

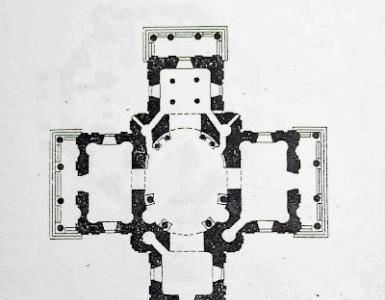
Схема лужения паяльником: 1 — паяльник, 2 — припой, 3 — газообразный флюс, 4 — растворенный окисел, 5 — поверхностный слой окисла, 6 — флюс, 7 — зона сплавления припоя с основным металлом, 8 — основной металл.
Если научиться спаивать радиодетали, можно собрать радиоэлементы в общую схему, выполняющую определенную функцию. Следует заранее запастись припоем, в составе которого находится 39% свинца и 61% олова (ПОС-61).
Подготовленные поверхности спаивают, предварительно отрегулировав температуру наружного конца паяльника с помощью специального устройства. К раскаленному концу паяльника припой крепится недостаточно плотно, поэтому следует инструмент слегка остудить. С помощью пинцета необходимо удерживать детали при пайке, иначе их легко повредить в результате перегрева.
Инструмент включают и ждут, пока жало не нагреется до 240°C. Если канифоль на конце паяльника вскипела, то он готов к работе. Плохо нагретый инструмент создает неплотный контакт, подвергающийся быстрому разрушению. Идеальный паяный шов глянцевый, с ровной блестящей поверхностью.
С печатной платы детали выпаивают таким образом, чтобы она не нагревалась более чем на 280°C. В противном случае происходит отслоение печатных дорожек в области наибольшего нагрева. Детали перед соединением тщательно фиксируют. При небольшом смещении качество пайки будет очень низким.

После нагрева инструмента зачищают концы двух проводов, сняв 1,5 см изоляции. Два провода соединяют друг с другом, окуная конец паяльника в канифоль, затем в припой. Наносят его на место соединения приводов. Для спайки одножильного провода необходимо предварительно зачистить его концы наждачной бумагой. Закрепив провода, к ним присоединяют жало инструмента, выдерживая его в течение 5 секунд. Припой касается проводов, а затем ему дают время для полного остывания.
Для выпаивания резистора или диода место пайки нагревают паяльником. Затем вынимают провод, используя пинцет. Образовавшееся отверстие запаивают с помощью припоя, который расплавляется паяльником.
Вводится в отверстие небольшой элемент в виде зубочистки, и производят вращательные движения по часовой стрелке, а после затвердения припой извлекают.
Заранее проверяют пригодность всех проводов к пайке. Необходимо залудить выводы, а затем переходить непосредственно к спаиванию элементов.