Спиральное сверло и его элементы. Составные части сверла. Сверление боковых отверстий
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.

Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.

Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НПТакая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛВ данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДПЭто двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛЭто аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.

Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
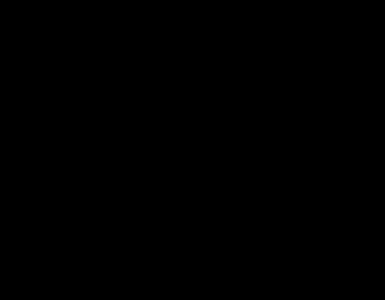
Наибольшее распространение получили спиральные сверла. Спиральное сверло состоит из рабочей и присоединительной частей (рис. 1.6).
Рис. 1.6. Спиральные сверла с коническим (а) и цилиндрическим (б) хвостовиками:
1 – поперечная кромка, 2 – режущая часть, 3 – передняя поверхность, 4 – шейка, 5 – хвостовик, 6 – лапка, 7 – поводок, 8 – канавка, 9 - ленточка
Присоединительная часть – это хвостовик сверла конической или цилиндрической формы.
Рабочая часть сверла представляет собой стержень с двумя винтовыми канавками с углом наклона ω по наружному диаметру D . Образующаяся при сверлении стружка по винтовым канавкам выходит из просверливаемого отверстия. Рабочая часть сверла делится на направляющую и режущую части.
На направляющей части по винтовой линии размещены две узкие ленточки, направляющие сверло в отверстие.
Режущая часть сверла состоит из режущих кромок – линий пересечения поверхности винтовой канавки с задней поверхностью зуба. У сверла две главные режущие кромки. Кроме того, имеются две вспомогательные режущие кромки, образованные пересечением поверхности винтовой канавки с ленточкой шириной f . Угол при вершине сверла 2φ измеряется между главными режущими кромками и является основным конструктивным элементом сверла. Сверла для сверления пластмасс в большинстве случаев имеют угол при вершине 2φ=70-100º.
Наряду со спиральными сверлами для обработки пластмасс применяют перовые сверла (рис. 1.7)
Рис. 1.7. Перовое сверло
Для сверления термопластичных пластмасс используют сверла из быстрорежущих и легированных инструментальных сталей. Для сверления изделий из реактопластов рекомендуются сверла из быстрорежущей стали, а также сверла, режущая часть которых оснащена пластинками из твердых сплавов вольфрамово-кобальтовой группы.
Режимы резания
При работе сверло совершает одновременно вращательное и поступательное движения. Вращательное движение сверла определяется скоростью резания V (м/мин) по формуле
V=pDn/1000 ,
где D – диаметр сверла, мм; n – частота вращения шпинделя станка, об/мин.
Поступательное движение сверла определяет другой параметр сверления – подачу, ее задают в мм на один оборот сверла. Скорость резания влияет на количество выделяемого тепла в процессе сверления. Отвод тепла затрудняется с увеличением глубины сверления, поэтому при сверлении глубоких отверстий скорость резания следует уменьшать. Кроме того, при большой глубине сверления необходимо часто выводить сверло из отверстия, чтобы освободить его от стружки и предохранить от налипания полимера. Для лучшего отвода тепла рекомендуется применять охлаждение детали сжатым воздухом или жидкостями.
Режимы резания при зенкеровании пластмасс назначаются примерно такими же, как и при сверлении. При развертывании для улучшения качества поверхности скорость резания рекомендуется уменьшать на 30 % по сравнению со сверлением.
При сверлении, зенкеровании и развертывании машинное время определяется по формуле
где L – длина пути, проходимого инструментом в направлении подачи, мм; S м – минутная подача, мм; l – длина обрабатываемого отверстия, мм; l вр – врезание инструмента, мм; l пер – перебег инструмента, мм; n – частота вращения инструмента, об/мин; S 0 – подача на один оборот сверла, мм.
При сверлении
l вр =0,5 D ctgφ
При рассверливании, зенкеровании и развертывании
l вр =0,5 (D-d) ctgφ,
где D – диаметр сверла, d – диаметр отверстия
Резка пластмасс
Во многих технологических процессах переработки пластмасс встречается операция резки. Например, при экструзии – это нарезание листов, труб и различных профилей на изделия стандартных размеров, отрезание кромок экструдата. В технологии термоформования первая операция – раскрой листового материала. В производстве листового текстолита и стеклотекстолита, плиточного пенопласта получаются изделия с неровными краями, которые обрезаются по контуру. Кроме того, отрезные операции служат для разрезания больших листов на листы меньших размеров, вырезания фасонных частей и т.д.
Сверло – это распространенный режущий инструмент, который используется не только для получения сквозных отверстий методом сверления, но и для увеличения размеров уже имеющихся.
Технически изделия представляют собой насадки под ручные дрели, перфораторы и различные станки.
Само сверление подразумевает выборку материала за счет вращательного движения острой режущей кромки.
Инструмент делится на огромное количество видов по своей форме и назначению.
Характеристики сверл
Главная характеристика любого сверла – его прочность, которая должна превышать этот показатель у обрабатываемого материала.
Инструмент, в зависимости от условий использования, имеет различный размер и форму.
Отличается также угол заточки режущей части, цвет и др.
Каждое изделие имеет хвостовик, тип которого должен соответствовать патрону дрели, шуруповерта или станка.
Материал
Для изготовления сверла используется различные по своим характеристикам сплавы.
При этом применяется так называемая “быстрорежущая” сталь марок P18, P9, P9K15.
Если диаметр сверла превышает 8 мм, в его изготовлении используется метод сварки, например: углеродистая сталь для хвостовика, быстрорежущая сталь для рабочей части.
Для материалов с высокими показателями твердости (в основном из металла), используются, как правило, кобальтовые сверла.
Их особенность заключается в том, что рабочая часть производится из быстрорежущей стали Р6М5К5, ВК6М с добавлением кобальта.
ПРИМЕЧАНИЕ
После буквы “К” в маркировке всегда стоит цифра, которая указывает на количество кобальта в частях.
Для сверления бетона, камня и кирпича используются твердосплавные победитовые сверла.
Наконечник такого инструмента имеет напайки из победита – сплава вольфрама (90%) и кобальта (10%), разработанного в СССР. Современных же модификаций этого сплава существует более десяти.

ВАЖНО!
Победитовый наконечник не режет материал, а крошит, так что для работы с металлом, пластиком и деревом он не подходит.
Кроме вольфрама и кобальта, в сплавах встречается хром, молибден, ванадий, а их процентное количество заложено в маркировке.
Покрытие
Чтобы продлить жизнь сверлам, их тело имеет одно из перечисленных покрытий:
Оксидная пленка – значительно повышает устойчивость к перегреву от трения.
Также защищает изделие от ржавчины.
Срок службы, естественно, возрастает.
Алмазное покрытие – самое прочное из существующих.
Применяется в основном на тех изделиях, которые используются при работе с предельно твердыми материалами, включая камень и керамогранит.
Титановое покрытие – общее название, указывающее, что в материале содержится химическое соединение титана – TiN (нитрид титана), TiAIN (титано-алюминиевый нитрид), TiCN (карбонитрид титана).
Окраска
Цвет сверла имеет большое значение.
Он свидетельствует об используемом покрытии или способе обработки:
Серый – родной цвет стали.
Говорит об отсутствии любой обработки.
Самые дешевые и недолговечные изделия имеют именно серый цвет.

Черный – цвет стали, которая была подвергнута воздействию перегретого пара при окончательной обработке.
Черные изделия намного долговечнее, чем предыдущий вариант.

Желтый – цвет стали, которая подвергалась отпуску (обработка металла с целью снять его внутреннее напряжение).
Говорит о высокой твердости стали, причем его хрупкость сильно снижена отпуском.

Золотистый – цвет нитрида титана. Яркие золотистые инструменты очень прочные, к тому же у них снижены показатели трения о заготовку.

Размеры и вес
Производители режущего инструмента предлагают впечатляющий ассортимент сверл всевозможного “калибра”, в зависимости от конструкции и предназначения.
Рассмотрим самые распространенные спиральные изделия по ГОСТу:
Короткие: 20 – 131 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 4010-77);
Удлиненные: 19 – 205 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 10902-77);
Длинные: 56 – 254 мм по длине, 1 – 20мм в диаметре (ГОСТ 886-77).
Что касается точного веса, он зависит не только от конструкции изделий, их размеров, но и от материала изготовления.
Вес обыкновенных спиральных сверл находится, как правило, в пределах от нескольких единиц, до нескольких десятков грамм.
Точность обработки
Для спиральных сверл существует такая характеристика, как класс точности:
А — повышенная точность (10 – 13 квалитетов);
В1 – нормальная точность (до 14 квалитетов);
В – нормальная точность (до 15 квалитетов).
Квалитет является характеристикой точности, которая определяет значения допусков.
Виды сверл
Изделия делятся на несколько групп по конструкции и назначению.
Это позволяет быстро подобрать инструмент под конкретные задачи.
По форме
На основании формы сверла достаточно легко определить, для какого материала его можно использовать:
Спиральное – классический инструмент.
Рабочая часть имеет два зубца, которые закручены по спирали.

Инструмент, вгрызаясь в материал, выталкивает своими канавками стружку на поверхность.
Форма наконечника полностью зависит от материала, для которого предназначен инструмент.
Как правило, диаметр изделий не превышает 80 мм.
Винтовое – модернизированный предыдущий вариант, имеющий более совершенную форму канавок, отводящих стружку.
Еще одно отличие – такие изделия больше по длине.

Перьевое – плоское по форме изделие, режущая часть изготовлена в форме острой пики, очертания которой переходят в более широкую лопатку.

Другие названия – плоское резцовое сверло, что продиктовано его формой, перовое.
У строителей именуется перкой.
Используется там, где нужно получить глубокое и одновременно широкое отверстие.
Кольцевое – для тех случаев, когда нужно высверлить отверстие с большим диаметром без предварительной подготовки.
Более известно, как коронка.

Форма инструмента напоминает пустотелый цилиндр, а на оси вращения находится центровочное спиральное сверло.
Часть, режущая материал, выполнена либо в виде зубьев, твердосплавных напаек, либо имеет напыление из алмазной крошки.
Коническое (конусное) – своей формой напоминает конус с острым наконечником.
Подходит для работы с металлом, толщина которого не превышает 0,5 см.
Всего один инструмент способен проделать разные по размеру отверстия.

Все зависит от начального и конечного диаметра конуса, а также от глубины погружения.
С противоположных боковых сторон сверла находятся специальные канавки с заточенными кромками.
Ступенчатое – разновидность конусного варианта.
Конус разделен на ступени с увеличением их диаметра, которые имеют свой размер.

Инструмент удобен тем, что позволяет в процессе работы отслеживать диаметр образуемого отверстия.
Копьевидное – формой напоминают наконечник копья, откуда и название.

Используются при работе с твердыми, но одновременно хрупкими материалами, например, стеклом и кафелем.
Балерина (балеринка) – круговое сверло, которое используется при работе с деревом и кафелем.
Все зависит от установленной режущей части.
Спроектировано таким образом, чтобы на выходе получалось идеально ровное отверстие большого диаметра.
Инструмент имеет крестообразную форму с резцами, расстояние до которых от центра может регулироваться.

Так выставляется диаметр необходимого отверстия.
Центральная часть – спиральное сверло, вокруг которого и вращаются резцы.
Сверла одностороннего резанья.
Режущие кромки находятся с одной стороны относительно оси самого инструмента.
В свою очередь делятся на пушечные (передний конец стержневидной формы наполовину срезан, что формирует отводной канал для стружки)

и ружейные (обжатая трубка с полостью, через которую подводится охлаждающая жидкость, и углом канавки до 120 градусов).

Трубчатые – аналогия коронок, но с более длинной рабочей частью.

Конструкции Форстнера – усовершенствованный вариант спирального инструмента, но с дополнительными фрезами.

Конструкции Жирова – подвид винтового инструмента, имеющий три конуса на режущей части, из-за чего ее длина увеличена.

Также конструкция дополнена перемычкой с пазом, которая подточена на треть режущей кромки.
Конструкции Юдовина и Масарновского – инструмент с большим углом канавки и особенной ее формой, что и отличает его от других видов.
Зенковочное – монолитный цилиндр, имеющий несколько режущих кромок, образующих конус.
Используется для зенковки отверстий под головки винтов.
По назначению
Инструмент делится по назначению, что и является причиной его особой формы в каждом конкретном случае.
В строительстве, в быту и на производстве используются следующие сверла:
Универсальные.
Как понятно из названия, справляются с большинством материалов.
Имеют особую заточку, которая получила соответствующее название – универсальная.
По дереву – это и спиральные, и перьевые, кольцевые и винтовые.

По древесине хорошо работают, в том числе, сверла Форстнера и балеринки.
По металлу — конические, корончатые, ступенчатые, а также классические спиральные.
По бетону – корончатые с твердосплавными напайками, ударные спиральные и винтовые.
Имеют различные хвостовики под перфораторные патроны.
Для керамики – коронки, копьевидные и балерины.
Первые производятся без зубьев.
Режущую функцию выполняет специальное алмазное напыление.
При работе по стеклу используются именно эти виды.
По пластику – специальные спиральные варианты и коронки, способные проходить материал, не ломая его.
Существует специализированный инструмент, который используется строго для выполнения конкретной задачи:
Для глубокого сверления – спиральный инструмент, имеющий сквозные каналы.
Их назначение – подача охлаждающей жидкости прямо на режущую часть.
Сюда относится ружейный и пушечный подвиды.
Одностороннего реза – инструмент, основное назначение которого заключается в создании точных отверстий.
Подвид – эжекторные сверла, разработанные под сверлильные станки.
Как ясно из названия, режущие кромки смещены к одной стороне от оси, вокруг которой происходит вращение инструмента.
Центровочное – специфический инструмент, способный в деталях проделывать исключительно центровые отверстия, но не более того.

Как выбрать сверло
Подбирая хорошее сверло для дома, следует ориентироваться на цвет изделия, его размер, производителя.
Что касается хвостовиков, то встречается один из перечисленных вариантов:
Цилиндрический (под дрели);
Конический (хвостовик Морзе);
Типа SDS (под перфораторы);
Трехгранный (под ручные дрели), четырехгранный, шестигранный (hex под шуруповерты и дрели).
Выбирая сверло для профессиональной деятельности, полезными будут:
Маркировка – сочетание букв и цифр, указывающих на такие параметры, как диаметр, твердость стали, примеси в сплаве, место производства и его технология.

ПРИМЕЧАНИЕ
Маркировка ставится на изделия, диаметр которых больше 2 мм.
Угол заточки – отличается для различных материалов и представляет собой угол между режущими кромками.
От него зависит легкость сверления и скорость.
Что нужно знать о сверлах
Хвостовик типа конус Морзе встречается, как правило, на инструментах, предназначенных для установки в патроны промышленных станков.
Так как эти хвостовики выпускаются в размерах от КМ0 до КМ7, а патрон станка рассчитан на работу с одним вариантом, поэтому выпускаются специальные наборы переходников.
Кроме монолитных, производятся сверла со съемными наконечниками (перовые сборные сверла).
Как правило, они устанавливаются на универсальные сверлильные станки с ЧПУ.

Наконечники при этом изготавливаются различной формы из твердых сплавов или порошковой стали.
Важно!
Сверла с покрытием из нитрида титана (TiN) нельзя затачивать.
В противном случае все его показатели прочности сходят на нет.
Производители сверл
Современные производители, проверенные временем:
Bosch – входит в тройку лучших брендов мира по строительному инструменту;
Ruko – хорошее соотношение цены и качества;
Зубр – производитель с хорошей ценовой политикой и долговечностью инструмента;
Haisser – мощные инструменты для промышленных потребностей.
Особое внимание уделяется сверлам советского производства, как самым надежным и долговечным.
Сегодня встретить подобный инструмент тяжело, однако, каждый профессионал знает, что инструмент с маркировкой “Сделано в СССР” всегда предпочтителен.
В арсенале как домашнего, так и профессионального мастера должно быть множество различных инструментов. Сверла незаменимы для осуществления целого спектра работ. Сегодня их существует множество разновидностей. Однако сверло спиральное получило наибольшее распространение. Это объясняется рядом его особенностей и функций. Устройство этого инструмента, а также сфера его применения заслуживают особого внимания.
Общие сведения
Сверло представляет собой режущий элемент инструмента, который делает отверстия в различных материалах. Их существует множество разновидностей. Подбирают тип фрезы, исходя из особенностей и условий работы. По своим характеристикам сверла для перфоратора, дрели должны быть тверже, чем материал.
Назначение сверл разное. Они могут применяться для обработки металла, дерева, бетона, стекла, кафеля. У каждого инструмента в зависимости от назначения существуют свои особенности.
Наибольшего распространения сегодня получило сверло спиральное. Его еще называют винтовым. Оно имеет цилиндрическую форму и имеет ряд конструктивных особенностей.
Устройство сверла
Сверло спиральное имеет три основных элемента. Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.

Рабочая часть состоит из режущего и калибровочного отдела. Последнюю еще называют ленточкой. Это узкая полоса, которая продолжает поверхность канавки на фрезе. Режущий отдел состоит из двух главных и двух вспомогательных кромок. Они расположены вдоль цилиндра фрезы по спирали. Также к этой части относят поперечную кромку. Она имеет конусообразную форму и расположена на конце сверла.
Чтобы надежно закрепиться в станке или ручном инструменте, фреза обладает хвостовиком. Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.
Шейка нужна для выхода когда осуществляется шлифовка рабочей части.
Особенности изделия
Сверла для перфоратора, станка, которые имеют спиральную форму, сегодня наиболее популярны. Это объясняется их особенными характеристиками. Они хорошо направлены в отверстии, а также имеют большой запас под переточку. Из-за особенностей конструкции такая фреза хорошо отводит стружку и легко подает смазывающие материалы к рабочей поверхности. Эти особенности делают представленную разновидность сверл очень популярной.
Для правильного обозначения геометрических параметров существуют свои обозначения. Диаметр сверла при этом может быть самым разным. Однако обозначения остаются одни и те же. Угол кончика при вершине именуется как 2φ. Наклон канавок обозначается буквой ω, а концевой поперечной кромки - ψ. Передний угол на чертежах именуется как γ, а задний - α.
Все вместе эти показатели называются геометрией сверла. Она отражает положение канавок, режущих кромок, а также их углы наклона.
Разновидности инструмента
Берет во внимание такой важный показатель, как форма хвостовика. Она может быть следующих разновидностей:
- Фреза с цилиндрическим хвостовиком (ГОСТ 2034-80).
- Сверла с коническим хвостовиком (ГОСТ 10903).
- Инструмент с коническим хвостовиком (ГОСТ 22736).
Чтобы мастер имел возможность выполнить все поставленные перед ним задачи, сверло выпускают различных типов. В первом варианте фреза крепится в трехкулачковом патроне или другом предназначенном приспособлении.
Сверло спиральное с цилиндрическим хвостовиком может быть изготовлено в коротком, среднем и длинном исполнении. Такой инструмент имеет 3 класса точности: повышенная (А1), нормальная (В1) и нормальная (В). Они могут изготавливаться как сварным, так и цельным способом. Хвостовик не должен иметь кольцевые трещины, непровар или поверхностные раковины.

Конические разновидности крепятся непосредственно в шпинделе оборудования иди переходной втулке (если размер не совпадает).
Конический хвостовик
При изготовлении фрезы с коническим хвостовиком представленного типа используют несколько разных стандартов. Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины. К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее. Причем ее размер никак не регламентируется.

Фреза с коническим хвостовиком (ГОСТ 22736) регламентирует выпуск изделий диаметром 10-30 мм, которые имеют Они могут быть выполнены в укороченном или нормальном виде. для этих изделий может быть повышенным (А) и нормальным (В).
Сверла с коническим хвостовиком диаметром более 6 мм изготавливаются сварным способом. Для более узких сечений допускается применять цельный тип изготовления.
Сверла для металла
Помимо разбивки фрез по принципу формы хвостовика, существует классификация относительно материала обработки. Фреза может быть предназначена для металла, бетона, существует также сверло по дереву. Спиральное рабочее место применимо для всех разновидностей материала. Разница заключается только в конструкции инструмента.

В зависимости от типа металла подбирают Они применимы для легированных, нелегированных сталей, чугуна, сплавов, цветных металлов. Иногда их применяют для обработки твердых пластмасс. От толщины и твердости рабочей зоны зависит долговечность использования изделия. Это универсальный тип инструмента. Сверло по металлу может полноценно просверлить отверстие даже в древесине.
Если инструмент медленно погружается и сильно нагревает материал, требуется производить его заточку. Если его диаметр не превышает 12 мм, процедура проводится вручную. Но для большего размера фрезы применяется для заточки специальное оборудование.
Сверло по бетону
Одним из самых трудных в обработке материалов является бетон. Он требует применения инструмента с особыми наварными пластинами из твердого сплава. Их принято называть победитовыми. Сегодня любые твердосплавные насадки именуют таким образом.

Такой инструмент в процессе обработки материала оставляет отверстия диаметром больше, чем само сверло. Это связано с его биением. Если применяется дрель, хвостовик сверла может быть цилиндрическим. Для перфоратора применяют другой тип крепления. Он называется SDS. Их существует несколько типов. Такая система позволяет быстро менять насадки в перфораторе и прочей технике.
Точить такие сверла возможно. Однако следует следить, чтобы инструмент не перегрелся. В противном случае может отвалиться твердосплавная пластина.
Сверло по дереву
Подходящее спиральное изготавливают из обычной высокопрочной стали. Такой материал не выдвигает серьезных требований к материалу фрезы, его форме. Это самое обыкновенное сверло. Довольно просто можно завинтить в мягкую древесину или ДСП обычный саморез. Для этого не потребуется применять сверло. Однако существуют такие ситуации, где без него не обойтись.

Если требуется сделать отверстие до 600 мм глубиной, следует применять винтовые разновидности фрезы. Их диаметр может быть от 8 до 25 мм. Длина их может быть разная. Это удобно, если нужно сделать несквозное или сквозное отверстие. Если требуется, используют удлинитель.
При проведении высверливания бурав после нескольких оборотов достают из материала, очищают от стружки. Затем продолжают работу. Их длина может составлять 300, 460 и 600 мм.
Ознакомившись с основными характеристиками и способом применения такого инструмента, как сверло спиральное, каждый может подобрать для себя правильную разновидность. Это очень популярный тип фрез. Их неповторимые качества, широкий спектр применения делают их очень востребованными.
Сверление – один из распространенных способов изготовления отверстий. Исходя из того, каких размеров они должны получаться и в каком материале их делают, выбирают инструмент. Спиральное сверло – самое универсальное и востребованное.
1
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.
Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Значения этих параметров зависят от типа, вида и назначения сверла.

Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.
2
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.

ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80. Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и , конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.

Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
3
Сверло спиральное с коническим хвостовиком выпускается разных типов и, соответственно, по различным стандартам. Это позволяет оптимально подобрать именно тот инструмент, который лучше всего подойдет для того или иного вида работ. Существуют следующие ГОСТы:
- 10903-77 – для сверл нормальной длины;
- 12121-77 – длинных;
- 2092-77 – удлиненных;
- 22736-77 – с твердосплавными пластинами.
Весь этот инструмент согласно своим стандартам может изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 10903 распространяется на сверла нормальной длины диаметром 5–80 мм, которые выпускаются в двух исполнениях: с нормальным и усиленным хвостовиком. Согласно ГОСТ 10903, в зависимости от диаметра выпускаемого сверла с нормальным хвостовиком длина составляет (мм):
- общая всего инструмента – 133–514;
- рабочей части – 52–260.

С усиленным хвостовиком сверла ГОСТ 10903 выпускаются диаметрами 12–76 мм. Длина их рабочей части такая же, как и у с нормальным хвостовиком. Длины следующие (мм):
- общая – 199–514;
- рабочей части – 101–260.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 6.
ГОСТ 12121 распространяется на длинные сверла диаметром 5–50 мм, которые предназначены для выполнения сверления через специальные кондукторные втулки. Длина составляет (мм):
- общая всего инструмента – 155–470;
- рабочей части – 74–321.

Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4. У инструмента этих двух стандартов направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
ГОСТ 2092 распространяется на удлиненные сверла диаметром 6–30 мм. Длина составляет (мм):
Для этого инструмента технические требования к изготовлению регламентируются ГОСТ 5756-81. В соответствии с ним данные сверла предназначены для сверления различных деталей из чугуна. Должны изготавливаться классов:
- повышенной точности – А;
- нормальной – В.
В качестве режущей оснастки должны применяться твердосплавные пластины типа ВК. Корпуса изделий выполняются из или сплава 9ХС. Допускается производство корпусов из иных марок с содержанием вольфрама в пределах до 6 %. Недопустимо использовать стальные сплавы, содержащие кобальт.

Инструмент с рабочей частью диаметром от 6 мм и больше, корпус которого выполнен из быстрорежущего сплава, должен изготавливаться сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.